











 Michael Fisher
Michael Fisher 0
0  3381
3381 77
77
Du har sandsynligvis hørt om 3D-udskrivning. Det skulle være det nye “Industrielle revolution.” Folk ville være i stand til at fremstille noget i deres eget hjem! En opgradering til din bil kan udskrives inden for få minutter. Det har ikke overtaget verden endnu, men jeg er her for at tale dig gennem alt hvad du har brug for at vide for at komme i gang.
Denne vejledning kan downloades som en gratis PDF. Download Ultimate Beginners vejledning til 3D-udskrivning nu. Du er velkommen til at kopiere og dele dette med dine venner og familie.Inden vi kommer i gang, lad os rydde en ting op. Det vil ikke være plug and play! Ingen maskine er uden problemer eller kræver ingen vedligeholdelse eller arbejde. Det er ikke altid den nemmeste hobby, men den er meget underholdende. Hvis du stadig er interesseret, så læs videre. Hvis du vil have alle fordelene ved 3D-udskrivning (uden besvær), skal du undersøge online-udskrivningstjenester 3D Hubs og Shapeways.
Hvad er 3D-udskrivning?
3D-udskrivning er en form for tilsætningsfremstilling. Objekter er bygget i små lag, stablet oven på hinanden ad gangen. Det kan være en ganske langsom proces, men det har mange fordele. Til sammenligning a subtraktiv fremstilling processen starter med en solid blok af materiale og fjerner bit, indtil det endelige produkt er født. Nogle eksempler på dette er marmorskulptur og CNC-fræsning (det er computer numerisk kontrol). 3D-printere er teknisk set en type CNC-maskine, men de omtales sjældent som sådan - det kan blive forvirrende!
3D-udskrivning har eksisteret i lang tid. Lige siden 1980'erne har designere og ingeniører haft adgang til kommercielle 3D-printere - disse koster ofte titusinder af dollars, og kræver undertiden dyre supportkontrakter til rutinemæssig vedligeholdelse. Den nylige eksplosion af “hobby” 3D-udskrivning er sket på grund af et patentudløb. 3D-udskrivningsteknikker vil fortsætte med at vokse, når flere patenter udløber i den nærmeste fremtid. I dag kan du købe en 3D-printer til dit hjem for omkring $ 1.000 eller mindre Skriware 3D-printeranmeldelse Skriware 3D-printeranmeldelse Efter en vellykket Kickstarter-kampagne har Skriware bragt en ny 3D-printer på markedet, der sigter mod at være så forbrugervenligt som muligt. .
Se på denne model af Eiffeltårnet. Bemærk, hvordan det kommer frem, når sengen bevæger sig ned. Dette er ret repræsentativt for, hvordan 3D-printermodeller ser ud.
Terminologi
Inden du graver for dybt ned i 3D-udskrivning, er her nogle almindelige jargon, du kan støde på undervejs.
filament - Et materiale (ofte plast) fremstillet i en lang streng (som et kabel). Disse bruges af nogle typer 3D-printere til fremstilling af genstande.
ekstruder - Den del af maskinen, hvor materialet er smeltet.
Dyse - Et lille hul, hvorfra smeltet filament skubbes (“ekstruderet”) ud af.
Seng - Den overflade, hvorpå der fremstilles et 3D-trykt objekt.
Opvarmet seng - En printoverflade, der opvarmes for at give bedre vedhæftning.
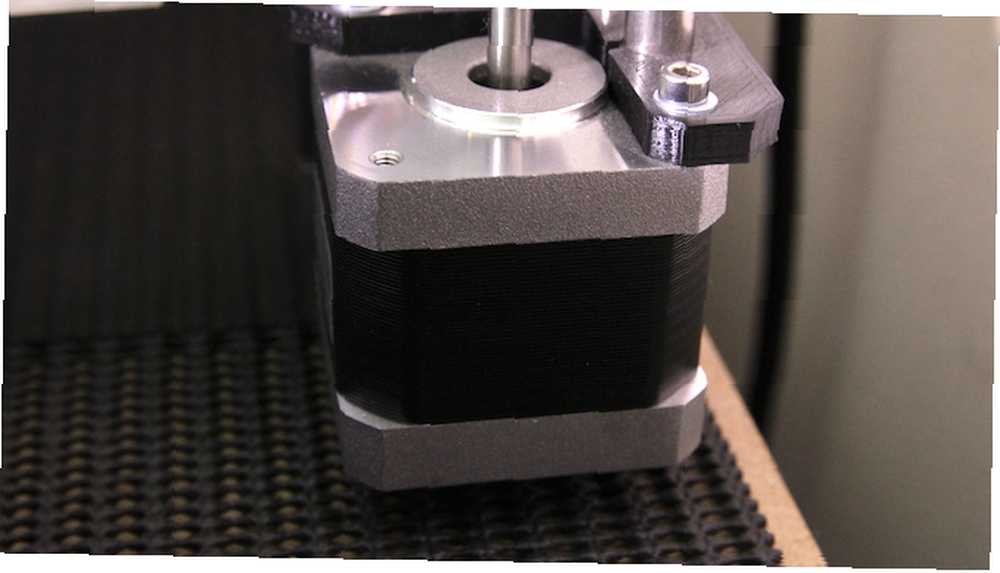
Trinmotor - En præcis og kraftfuld motor, der bruges til at flytte de forskellige dele af en printer.
RepRap - En open source 3D-printerbevægelse.
G-kode - Instruktioner til en maskine, der beskriver enhver bevægelse, der kræves for at fremstille en del. Ikke specifik for 3D-udskrivning.
Slicer - Et stykke software, der bruges til at konvertere 3D-modeller til G-kode.
Akse - En referencelinie for bevægelse. En 3-akset maskine kan bevæge sig ind x (venstre til højre), Y (front to back), og Z (op og ned).
Vogn - En bevægelig del, som ekstruderen sidder på.
Hvad kan fremstilles
Næsten alt! 3D-trykte dele erstatter ikke snart traditionelle fremstillingsteknikker til masseproduktion snart - ingen printer er hurtig nok eller er i stand til at producere den krævede kvalitet. Hvor 3D-udskrivning virkelig skinner er i prototyper og hjemmeproduktionsmarkeder. Sig, skiven på din vaskemaskine går i stykker, og producenten citerer dine $ 30 for et lille stykke plast plus forsendelse. Hvorfor ikke designe din egen udskiftning og være i gang inden for en dag til en brøkdel af prisen?
Se på disse måder, du kan bruge en 3D-printer 6 måder at gøre brug af en 3D-printer derhjemme 6 måder at gøre brug af en 3D-printer derhjemme Lad os sige, at du havde oprettet en 3D-printer ved siden af din computer til højre hvad kunne du realistisk gøre med det i dag? Her er nogle ideer. derhjemme for mere inspiration.

Der er en grund til, at Ford Motor Company har 3D-trykt over 500.000 prototype bildele 500.000 prototype bildele. At have evnen til at ændre en komponent og derefter udskrive den igen er en enorm tidsbesparelse - selvom det tager fem timer at bearbejde det, er det stadig en meget hurtig proces.
Der er også sjove ting, ligesom disse seks spil, du kan udskrive derhjemme 6 sejeste spil, du kan 3D-udskrivning derhjemme 6 sejeste spil, du kan 3D-udskrivning derhjemme Alle ved om 3D-printere, men hvad du måske ikke ved, er hvor sjovt 3D-udskrivning er, og hvor sjovt det kan skabe for hele din familie. Vi taler 3D-trykte bordplader. .
Typer af printer
Nu hvor du ved, hvad 3D-udskrivning er, lad os se på de forskellige maskintyper. Der er to typer udskrivningsproces: Fused Deposition Modelling og stereolitografi. Disse har deres egne styrker og svagheder, så her er de grundlæggende.
Smeltet deponeringsmodellering
Fused Deposition Modelling, eller FDM, er den enkleste og mest populære metode til udskrivning. Trykningsmaterialet skubbes gennem et varmt rør. Dette rør skubbes rundt for at tegne den krævede form, ligesom at piple en besked på en kage. Temperaturerne varierer dog afhængigt af materialet 200C/392f er omtrent gennemsnittet for forbrugermaskiner, der udskriver i plast.
Populære modeller:
- RepRap Prusa I3
- Makerbot Replicator
- Ultimaker 3
Dette er i øjeblikket den mest populære udskrivningsproces. Priserne spænder fra $ 200 op til flere tusind dollars. Der er et utal af forskellige producenter og modeller til FDM-maskiner. De udskriver plast i lag, hver bygning på det forrige, nedre lag. Maskiner starter i bunden og bygger opad. Dette kan betyde komplekse former eller genstande uden en flad akse, som man kan starte på, kan være vanskeligt at fremstille.
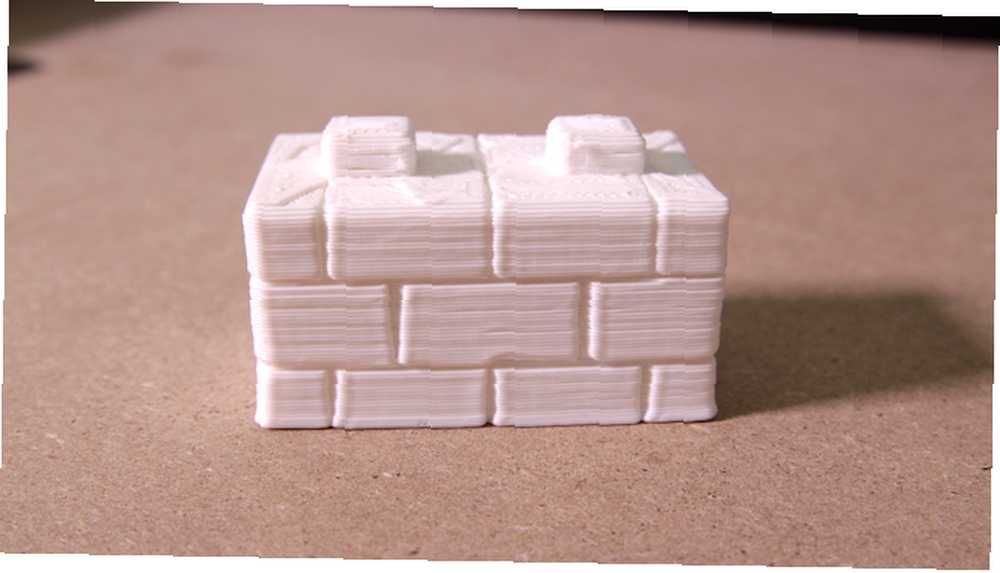
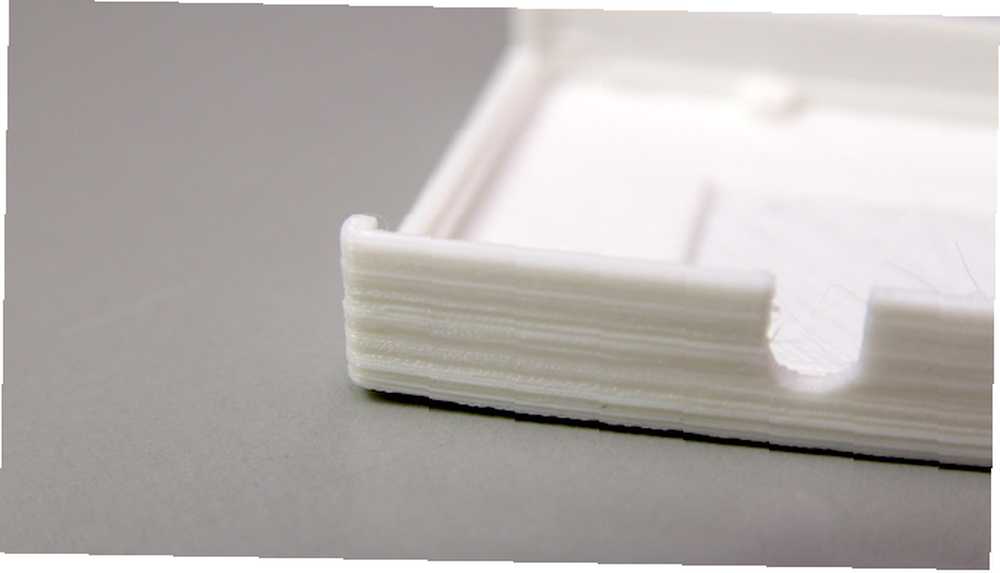
Modeller har ofte “linjer” hvor hvert lag er bygget. Dette kan udjævnes bagefter, hvis nødvendigt.
Omtrentlig pris pr. 1 kg / 2,2 kg materiale: $ 25.
stereolitografi
Stereolitografi (SLA) er meget forskellig fra FDM. Dette starter med en beholder med speciel flydende plast (kendt som fotopolymerharpiks). En ultraviolet laser er rettet mod toppen af harpiksen, hvilket får den til at størkne (ikke hele partiet, bare et lille lag). Ligesom FDM er hvert lag “trukket” og helbredes successivt. Disse maskiner fungerer ovenfra og ned og trækker genstanden ud af væsken.

Modeller produceret ved hjælp af SLA er ekstremt glatte med en utrolig høj opløsning. De er hurtigere at udskrive end FDM-maskiner, men de er mindre almindelige, dyrere og er afhængige af dyre harpiks.
Populære modeller:
- Formler Form 2
- 3D-systemer ProJet 1200
- XYZ-udskrivning Nobel 1.0
Omtrentlig pris pr. 1 kg / 2,2 kg materiale: $ 100.
Priserne varierer pr. Model, skønt gennemsnittet er meget højere end FDM-maskiner, ca. $ 1.500.
Denne guide fokuserer på FDM-maskiner på grund af deres relative brugervenlighed og popularitet.
Bortset fra fremstillingsprocessen er der en anden kritisk specifikation at kende: koordinatsystemet. Sådan flytter hver printer den varme ende rundt om sengen. De to vigtigste variationer er kendt som kartesiske og delta. Der er andre systemer (som polær), samt flere unikke designs, selvom det er bedst at holde sig til et populært system. Ved hjælp af et koordinatsystem, som flere tusinde andre mennesker har brugt, gør det meget lettere at fejlfinde eventuelle problemer.
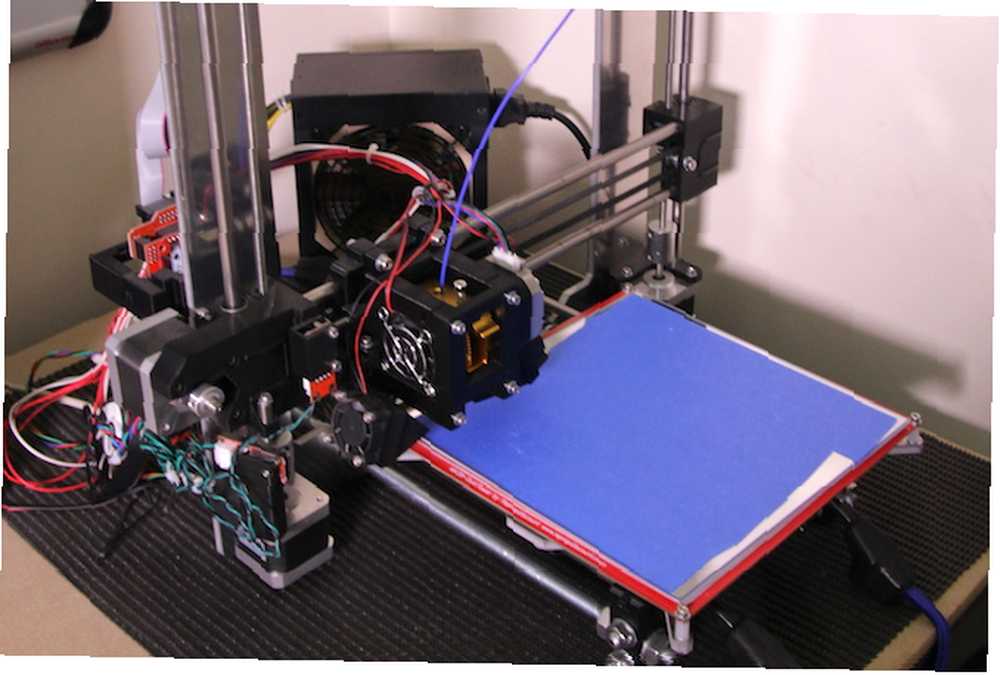
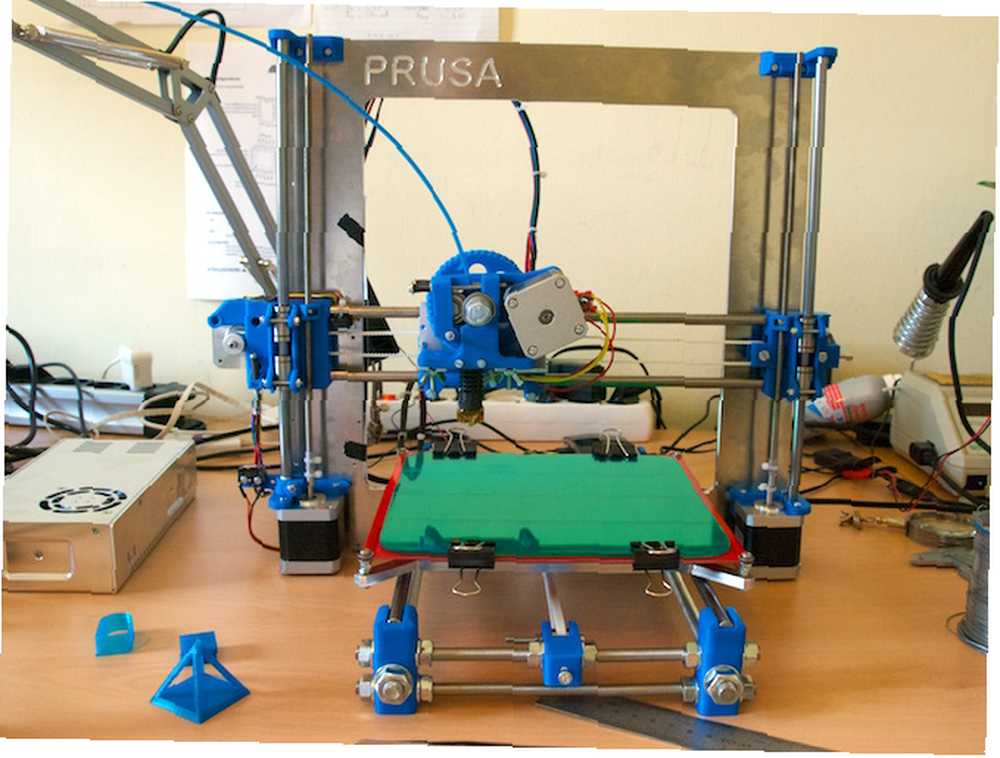
kartesiske
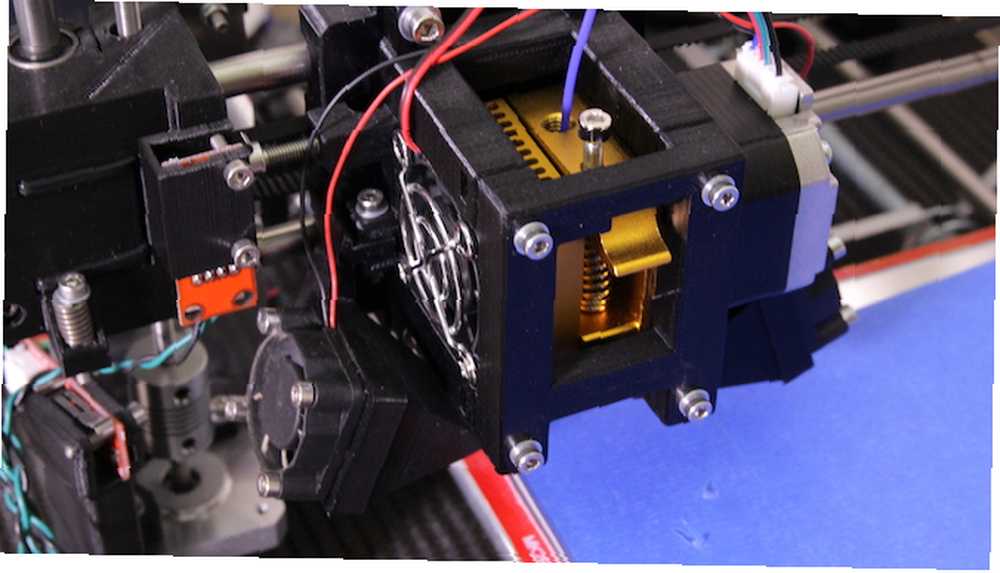
Meget som en traditionel inkjet- eller laserprinter, kartesiske maskiner er ret ligetil. De har en X-akse, Y-akse og en Z-akse med en eller flere trinmotorer til at drive hver enkelt. De vil have en firkantet eller rektangulær seng, og det ville ikke være usædvanligt, at hele sengen bevæger sig i en akse. Sådan ser en kartesisk printer ud:
Delta
Delta-printere bruger også X-, Y- og Z-aksen, men der er en vigtig forskel. Delta-maskiner hænger ekstruderen fra tre arme i et trekantarrangement. De vil næsten altid have en cirkulær print seng, der ikke bevæger sig. Disse maskiner var designet til at udskrive dele hurtig!
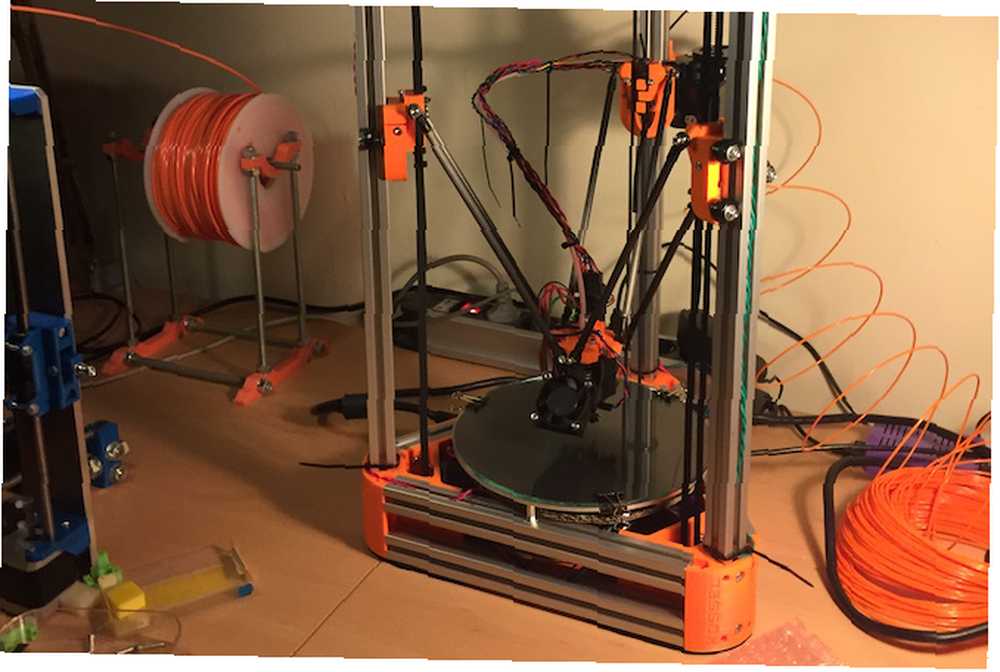
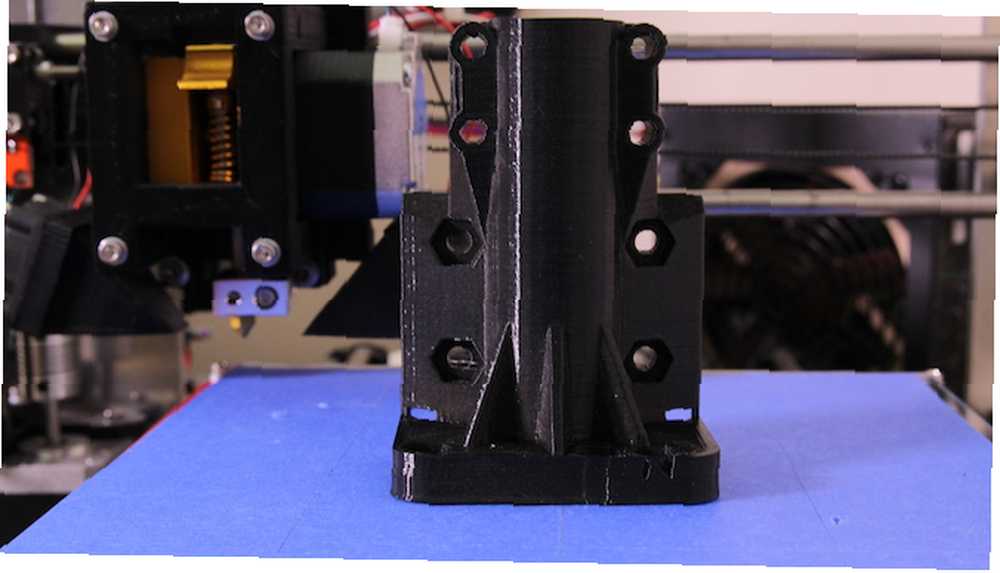
De er perfekte til høje, smalle modeller. De er kun lidt dyrere og komplekse end traditionelle kartesiske maskiner, så de repræsenterer et fremragende alternativt valg.
Udskrivningsmaterialer
Ligesom der er hundreder af forskellige printerformater, størrelser og priser, er der snesevis af trykmaterialer (filament til FDM-maskiner). De vigtigste to, du skal fokusere på lige nu, er ABS og PLA. Der er andre materialer, der vinder popularitet (Nylon for høj styrke og træbaseret til forskellige strukturer), men disse er ikke altid så enkle at bruge.

Polymælkesyre (PLA) er en biologisk nedbrydelig plast, der stammer fra vedvarende ressourcer, såsom sukkerrør eller majsstivelse. Som et resultat giver udskrivning med det en semi-sød lugt. Det er et af de nemmeste materialer at udskrive med, samtidig med at det opretholder høj styrke. PLA kan være “trævlet,” hvilket gør det tilbøjeligt til tilstopning. Sørg for at følge alle producentens anbefalinger.
ABS, eller Acrylonitril-butadienstyren, er de ting Lego-klodser er lavet af. Det er afledt af fossile brændstoffer og er stærkt og slidstærkt. Det er ikke bionedbrydeligt, og udskrivning med det kan afgive en stærk “brændende plast” lugt. Selvom det kan være udfordrende at udskrive med, er det stadig et af de mere populære materialevalg. En opvarmet seng er ofte påkrævet for at forhindre vridning og dårlig vedhæftning af sengen. Dele, der er trykt med ABS, kan slibes og udjævnes ganske let.
Både PLA og ABS kan købes i en lang række farver. PLA findes om nødvendigt i delvis gennemskinnelige farver.

FDM-maskiner bruger plast i filamentform. Leveres ofte på hjul eller spoler på 500 g (1,1 kg) til 1 kg (2,2 lbs).
Valg af maskine
Når du tager en beslutning, er det vigtigt at vælge den rigtige maskine til dig og dine behov. Køber du den billigste model på markedet? Køber du den dyreste? Hvordan er kundesupport? Er der et aktivt supportfællesskab, hvor brugere muligvis har løst fælles problemer?
Bestem dig for de funktioner, der er de vigtigste for dig. Pålideligheden skal være temmelig høj på din liste, ligesom kvaliteten bør. Der er maskiner, der kan udskrive meget hurtigt og andre, der kan udskrive enorme objekter. Selvom ikke alle maskiner kan gøre alt meget godt, kan nogle modeller udføre et rimeligt job ved mange ting
Valg af printer skal ikke ske med et indfald eller øjeblikket. Jeg har ejet tre 3D-printere og beklager dybt, at jeg har købt min første, af grunde, der er beskrevet nedenfor.
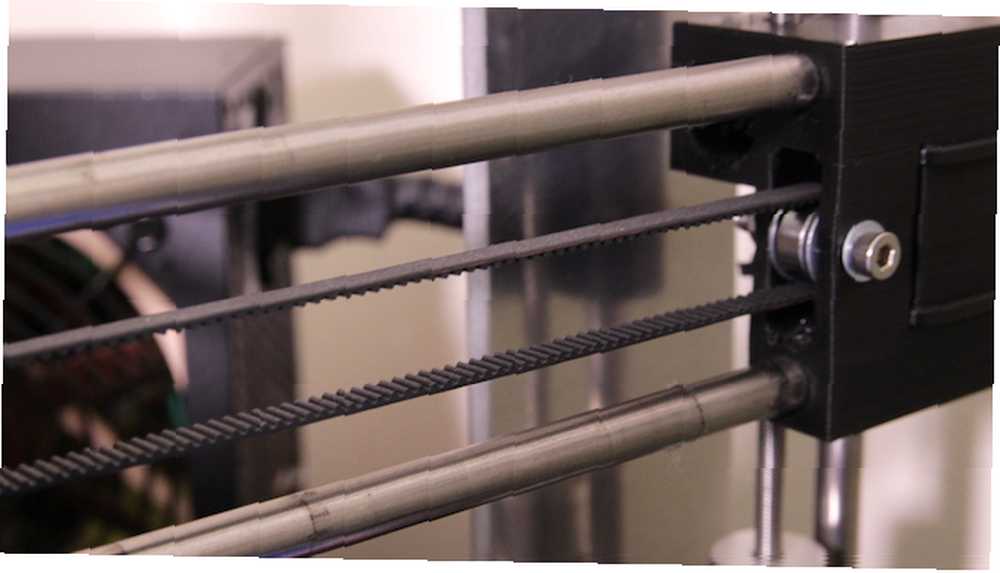
En vigtig faktor at overveje er vedligeholdelse. De fleste maskiner bruger en bånddrevet X- og Y-akse med en blyskruedrevet Z-akse. Ikke alle maskiner fungerer som dette, men det er et ret almindeligt designvalg. Bælter skal kalibreres og strammes, så hvis der ikke er nogen måde at gøre det på, er denne model måske ikke det bedste valg for dig.
Min første maskine var rimelig, men med tiden arbejdede bælterne løst, og der var behov for regelmæssig vedligeholdelse og kalibrering (som tilfældet er med alle printere). Da jeg gik for at stramme bælterne, var der ingen måde at gøre, og fabrikanterne var ophørt med handel. Ikke kun det, men da der ikke var noget samfund omkring denne maskine, var der ikke meget information om netop dette design.
Dette fører til en anden vigtig faktor: samfund. På mange af de populære modeller findes der enorme onlinesamfund, ofte med løsninger på fælles problem. Disse oplysninger er uvurderlige til at forbedre kvaliteten af dine udskrifter og vedligeholde din printer.
Den sidste vigtige funktion, der skal overvejes, er omkostninger ved kørsel. Som vist ovenfor er filament rimeligt billigt at købe. Mange forskellige producenter fremstiller en lang række materialer og farver til næsten enhver brug og budget, der kan tænkes. Et par udvalgte producenter har forsøgt at introducere proprietær filament “patroner,” som låser dig til kun at købe glødetråd fra dette firma. Dette er fantastisk til at tjene penge til virksomheden, men en frygtelig aftale for forbrugerne. Jeg anbefaler, at du holder dig væk fra enhver maskine, der tvinger dig til at bruge et proprietært glødetråddesign.
For mere diskussion herom, se vores guide til de bedste budget 3D-printere De bedste 3D-printere under $ 500 i 2019 De bedste 3D-printere under $ 500 i 2019 Har du efter en overkommelig 3D-printer? Her er de bedste 3D-printere under $ 500 for at hjælpe dig med at finde den bedste til dine behov. .
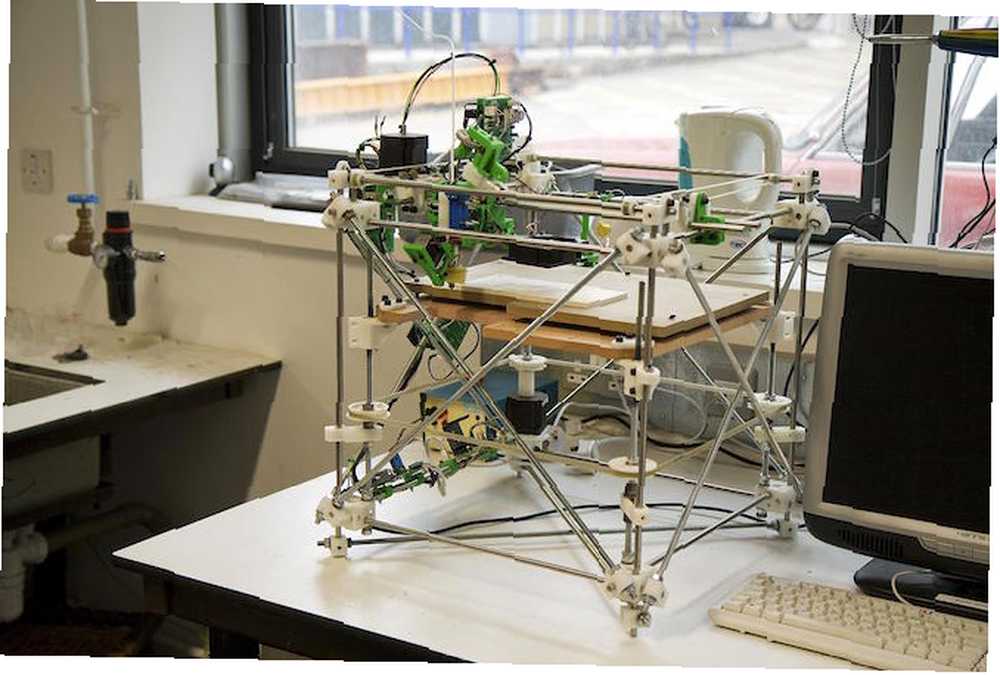
RepRap
RepRap-projektet er en open source 3D-printerbevægelse. Mange af maskinerne bruger 3D-trykte komponenter, og resten er let tilgængelige (normalt i hardwarebutikker). RepRap-samfundet er enormt, og mange problemer er løst takket være dette samfund.
En RepRap er en af de bedste maskiner, du kan købe. Der er ikke kun et massivt supportfællesskab, men der er mange afprøvede design. Maskiner kan købes i kitform eller monteres helt sammen. Hundredvis af detailhandlere sælger deres egne varer på populære sæt, og reservedele samt opgraderinger kan købes billigt fra Amazon eller Ebay.
Mange sæt sælges til en meget lav pris. Selvom nogle af disse måske ikke er dårlige i sig selv, kan dårligt monterede komponenter eller omkostningsskæring på de forkerte steder (f.eks. Strømforsyningen) føre til problemer. 3D-printerbrande er sjældne, de forekommer, og selvom enhver 3D-printer har potentialet til at forårsage brand, kan denne risiko reduceres ved at købe fra en velrenommeret forhandler og vælge en maskine, der har gode anmeldelser i det hele taget.

Hvis du vil købe en RepRap, anbefaler jeg Prusa I3 MK2 fra Prusa Research. Der er et stort antal brugere med hundreder af ændringer og forbedringer tilgængelige. Denne specifikke printer fås i kit eller i forudbygget form og er meget kalibreret. Prusa Research designet Prusa-modellerne selv, og selvom dette ikke er en af de billigste maskiner i nærheden, vil designet og konfigurationen i denne maskine virkelig spare dig for mange problemer senere.
Første udskrivning
Nu hvor du har valgt en maskine, og den er leveret og konfigureret, er det tid til at starte 3D-udskrivning! Jeg er bange for, at det kun er starten på processen at købe maskinen. De fleste maskiner kører med et SD-kort eller din computer. Du kan installere Octopi, en Raspberry Pi-distribution skrevet til 3D-udskrivning, men det er lidt avanceret i dag. Lær først det grundlæggende, så ved du alt hvad du har brug for for at konfigurere en internetstyret printer.
Uanset hvordan din maskine styres, får hver maskine instruktioner på samme måde. Det er en flere-trins proces:
- Design eller få 3D-model.
- Konverter 3D-model til STL-format.
- Brug en “Slicer” at konvertere STL-model til G-kode.
- Udskriv model ved hjælp af G-kode.
3D-modeller
Den første ting du har brug for er en model at udskrive! Thingiverse er et af de mere populære websteder til deling af modeller, med de fleste modeller, der allerede er tilgængelige som STL-filer. Du vil starte med en testkube eller kalibreringsmodel for at sikre, at alt er konfigureret korrekt. Hvis du føler dig eventyrlysten, kan du designe dine egne modeller. Mange programmer kan gøre dette. Google Sketchup er et populært gratis værktøj, og det er let at lære:
Sørg for at læse vores introduktion til Sketchup Design & Build 3D Virtual Buildings & Objects With Google SketchUp Design & Build 3D Virtual Buildings & Objects With Google SketchUp Google SketchUp er rygradsmodelleringsprogrammet til Google BuildingMaker, som giver grafiske designere mulighed for at indsende bygningsdesign til Google føjes til det officielle Google Earth-billede. først. Blender er et andet fremragende værktøj, og et, der er lidt mere rettet mod kunst, snarere end produktdesign. Tjek vores udarbejdelse af fantastiske tutorials Kom godt i gang med Blender: 7 Fantastiske tutorials for nybegynder Kom godt i gang med Blender: 7 Fantastiske tutorials til nybegynder 3D-modellering er en fremragende måde at udøve kreativitet, mens du holder kontakten med din tekniske side. Her er nogle fantastiske gratis tutorials. til Blender-begyndere.
Hvis du er som mig og ikke er så god på kunst, så frygt ikke! OpenSCAD er et andet gratis værktøj, der giver dig mulighed for at designe modeller ved hjælp af kode! Den er enkel at bruge, jeg designede denne udhulede terning med kun fem kodelinjer:
$ fn = 100; forskel () terning (størrelse = [10,10,10]); oversætte ([10,10,10]) sfære (r = 6,5); 
Konverter til STL-format
Nu når du har en model, der skal udskrives, skal den konverteres til STL-format. Dette står for stereolitografi og det er et ret universelt 3D-modelformat til 3D-udskrivning. Mange værktøjer kan gemme filer i dette format. Næsten alle Thingiverse-filer kan downloades som STL. Hvis du bruger Google Sketchup, skal du hente sketchup-stl-udvidelsen for at kunne eksportere STL-filer.
Brug af en Slicer
Du har måske hørt om en skive. Disse softwarestykker konverterer din STL-fil til et sæt instruktioner kaldet G-kode. G-kode har eksisteret i meget lang tid og bruges på industrielle maskiner såvel som 3D-printere. G-kode vil ofte være specifik for din maskine.
Der er mange forskellige skiver til rådighed. De for det meste fungerer det samme, og når du lige starter med enkle modeller, betyder det ikke rigtig, hvilken skive du vælger. Producenten af din maskine kan muligvis anbefale en, og endnu bedre, hvis de leverer en standard- eller start-konfigurationsfil!
Nogle populære valg er:
- Cura
- Repetier
- Slic3r
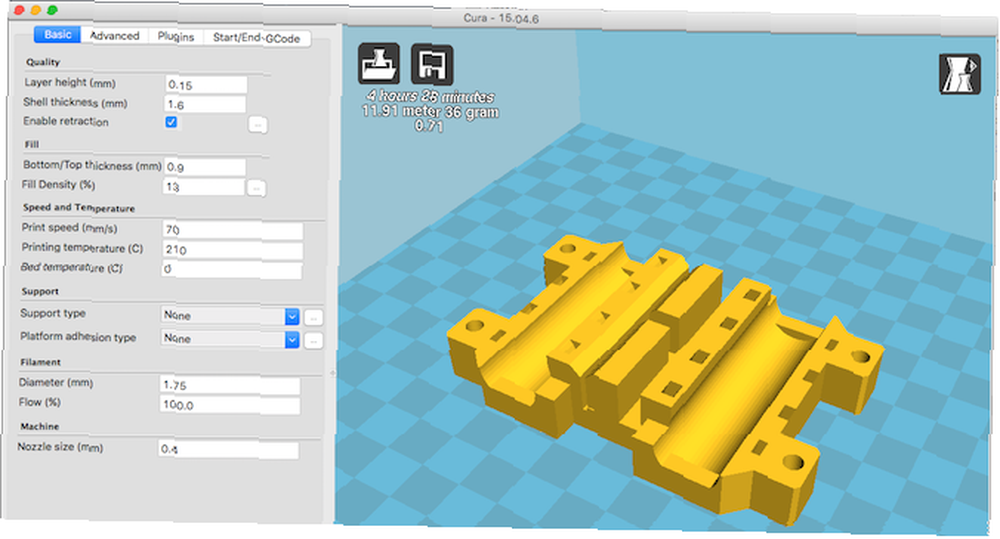
Der er mange indstillinger i dit valg af skive. Her er nogle almindelige, og hvad de gør.
Laghøjde
Dette bestemmer, hvor tykt hvert lag er. Et lavere antal resulterer i flere lag og en udskrivning af højere kvalitet (på bekostning af hastigheden). En god afvejning er 0,15 eller 0,2 mm. Print i meget høj kvalitet bruger muligvis en 0,05 mm laghøjde, men dette vil være meget langsomt! Det anbefales ofte at bruge en lidt tykkere højde til det første lag, da dette hjælper tingene med at klæbe bedre.
Her er en sammenligning mellem forskellige lagshøjder. Fra venstre mod højre går fint til groft:

Skaldykkelse
Sådan skal de ydre vægge være. Du ønsker, at dette skal være en anstændig størrelse, ellers kan fyldet vises igennem. Hvor som helst mellem to og fire vægtykkelser ville være god, afhængigt af din model.
tilbagetrækning
Tilbagetrækning hjælper med at holde udskrifter rene ved let at trække glødetråden tilbage i dysen, når du ikke udskriver (dvs. når du bevæger sig hen over et hul i modellen). Det kan undertiden være vanskeligt at finjustere, så hold dig til standardindstillingen, eller fabrikantens anbefalede indstilling.
Bund / top tykkelse
3D-trykte genstande er sjældent 100 procent solide på indersiden. Dette gøres for at spare plast og øge udskrivningshastigheden. Over- og underlagene er solide, så du kan specificere, hvor tykke disse skal være. Seks lag er et rimeligt antal. Gå for lavt, og du kan se, at den halvhule fyld vises gennem eller bobler på overfladen.
Fyldtæthed
Udtrykt i procent er det, hvor solidt interiøret skal være. Modeldesignere specificerer normalt dette tal, da nogle dele kan kræve en højere styrkeudfyldning. En værdi på 20 til 30 procent vil normalt være tilstrækkelig.
Udfyld mønster
Et påfyldningsmønster bruges til det halvhule indre. Sekskanter eller en honningkage-design er temmelig almindelig, men da dette normalt ikke ses, skal du holde dig til din printer / skæremaskine standard for nu. Her kan du se et honeycomb-fyldningsmønster på dette tværsnit af en udskrift:

Udskrivningshastighed
Udskrivningshastighed er en meget vigtig indstilling. Udskrivning for hurtigt resulterer næsten altid i en udskrivning af lavere kvalitet. Udskrivning langsomt forbedrer kvaliteten (men det er måske ikke altid praktisk). Dette skal indstilles til et mellemgrund mellem hastighed og kvalitet. Hold dig til din skive standard. Udskrivningshastigheder på 70 mm / sekund ville være ret hurtige. En hastighed på 40 mm / s ville være ret langsom, men meget høj kvalitet. Denne video fremhæver forskellene i udskrivningshastigheder:
Udskrivningstemperatur
Temperatur er en anden indstilling, der har stor indvirkning på kvaliteten. Desværre varierer det baseret på mange faktorer. Måske er din termistor (digital temperaturlæser) kun nøjagtig til +/- 5 grader. Forskellige materialer har forskellige udskrivningstemperaturer, og endda forskellige farver og producenter af det samme glødetråd kan variere i ideel temperatur. Start med dine skiver standard (ca. 210C til PLA, 230C til ABS). Hvis temperaturen er for varm, kan modellerne se klæde ud eller muligvis endda forbrændte. Sænk temperaturen 5 grader ad gangen, indtil der findes et godt niveau. Du skal muligvis gøre dette for hvert andet glødetråd, du bruger.
Sengetemperatur
Hvis din maskine har en opvarmet seng (ikke alle gør det), skal du indstille den til skiven standard. Opvarmede senge er påkrævet til udskrivning i ABS, men er ikke altid nødvendige til PLA.
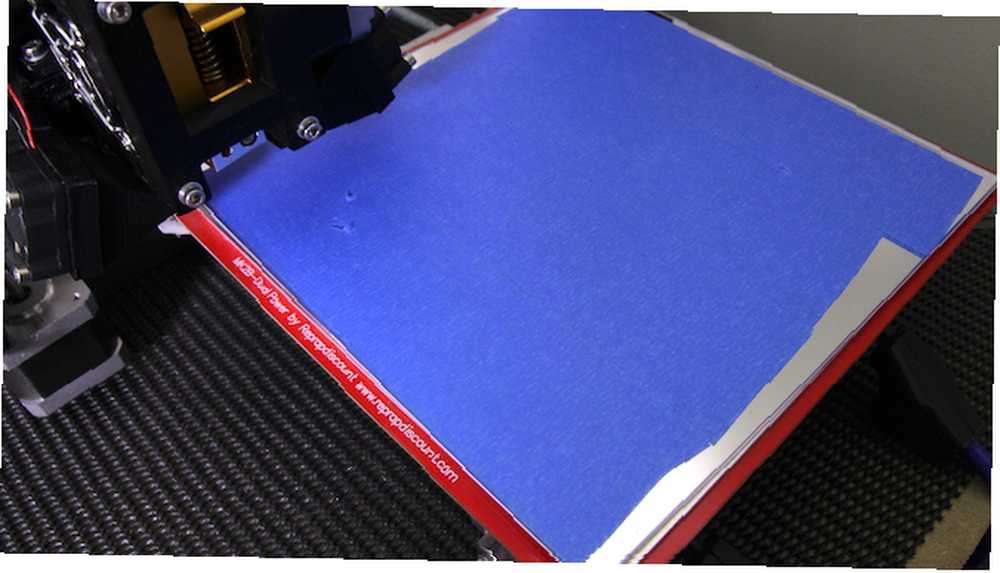
Opvarmede senge holder bunden af dine udskrifter varme (normalt ca. 70C). Uden en opvarmet seng kan du muligvis finde, at bunden af en stor del afkøles og bliver uhindret. Dette kaldes vridning, og hvis delen bliver 100 procent unstuck, vil udskriften normalt blive ødelagt. Tænk på en traditionel printer eller kopimaskine: hvordan ville blækket være på det rigtige sted, hvis du vingler rundt i papiret?
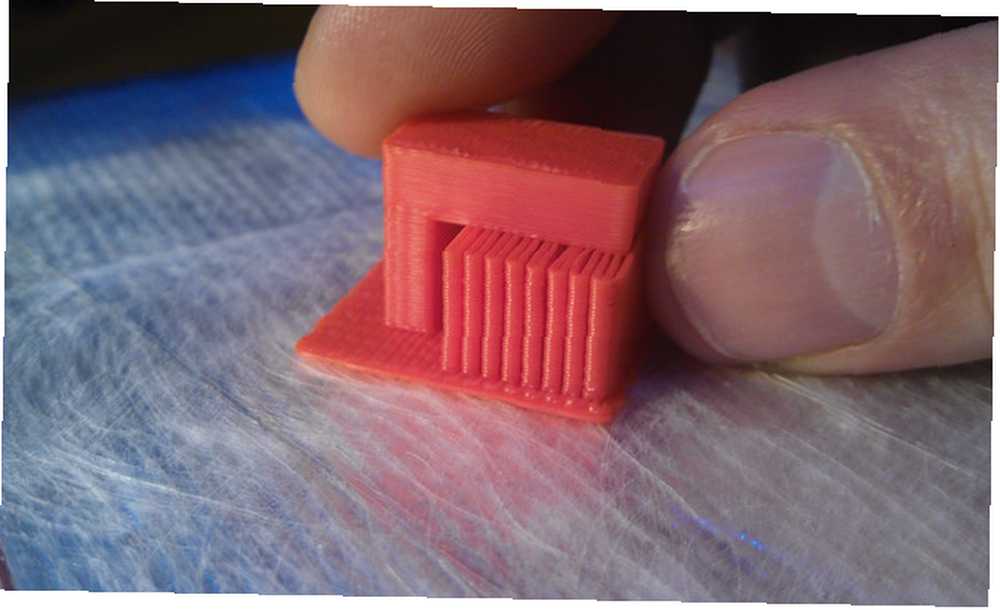
Support Type
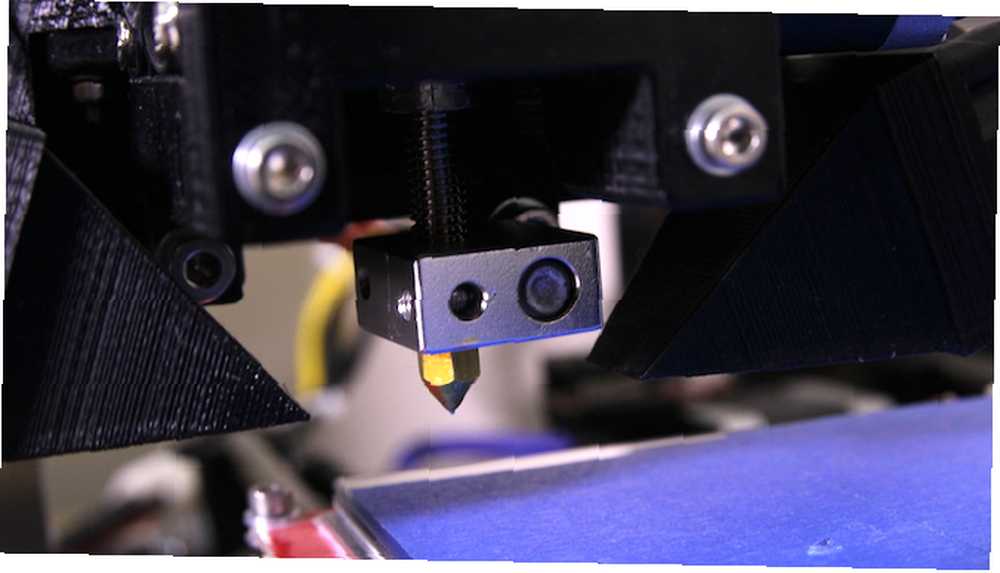
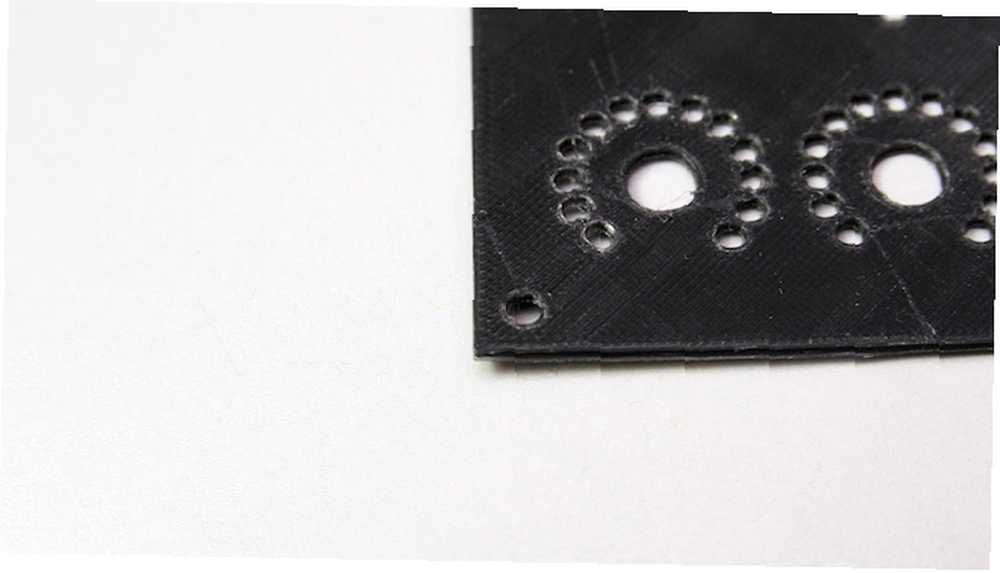
Support er en anden indstilling, du muligvis ikke har brug for. Hvis du udskriver en kompleks model, måske en figur eller et buet objekt med overhæng over 90C, er der brug for en understøttelsesstruktur for at holde de dele op, der ikke udskrives på anden måde. Tænk på det som stillads til 3D-trykte dele. Dette efterlader ofte mindre mærker på udskrifter, der skal rengøres. Support er ikke nødvendig til enkle former og kalibreringsdele. På billedet herunder kan du se støttestrukturen som en koncertina af tynd plast.
Platformadhæsionstype
Der er to hovedhæftningstyper her. Den første er en tømmerflåde og er nøjagtigt som det lyder. Dette udskriver en lille flåde først, og udskriver derefter din model på det. Dette reducerer problemer med en ujævn udskriftsoverflade. Flåder blev meget brugt, da hobby 3D-udskrivning først startede, men nu da maskinkvaliteten er forbedret dramatisk, er de ikke ofte nødvendige.
skygger bruges stadig regelmæssigt. Disse er som et nederdel eller ydre lag på din model. De øger overfladearealet og kan hjælpe med at reducere snevning. De er normalt kun et eller to lag høje.
Tråddiameter
Glødetråd sælges hovedsageligt i to diametre: 1,75 mm og 3,00 mm, med 1,75 mm bliver stadig mere almindelige, da det er hurtigere at varme op. Din printer er kun designet til en størrelse. Det er ikke muligt at blande forskellige størrelser uden at skifte hotend og ekstruder. Næsten alt solgt glødetråd har en vis variation i dens diameter; filament af højere kvalitet har mindre variation. Tråd med en vildt varierende diameter kan virke inkonsekvent og muligvis forårsage tilstopning.
Denne indstilling af glødetråddiameter giver dig mulighed for at justere den nøjagtige diameter på dit glødetråd. Mål din glødediameter på tre steder over en meter, og gennemsnit resultaterne. Indtast denne gennemsnitlige diameter.
Flowprocent
Flowprocent bruges til at justere, hvor meget plastik der vil komme ud. Dette er som standard 100 procent, men du kan øge eller mindske dette efter behov for at reducere overekstrudering eller fikse under ekstrudering.
Dysestørrelse
De fleste maskiner har en 0,4 mm dysestørrelse. En mindre dyse øger udskriftskvaliteten, men på bekostning af hastigheden. 0,3 mm dyser bliver mere almindelige. Det betyder ikke rigtig, hvilken størrelsesdyse du bruger, bare sørg for at indtaste den rigtige størrelse her.
Hvis du ikke er sikker på, hvad du skal starte med, kommer mange skiver med standardskabeloner til almindelige maskiner. Hvis du ejer en populær model, en hurtig Google-søgning efter “Indstillinger for printermodelhøjde” kan give mange resultater. Det er her, din maskinundersøgelse kan have betalt sig. En printer med meget god support eller et stort samfund kan betyde, at du kan downloade andres indstillinger, eller måske leverede din producent endda indstillingerne - nogle af dem gør!
Denne video viser et udskrivning af meget høj kvalitet. I lighed med at have en mindre laghøjde kan en mindre dyse hjælpe med til at forbedre kvaliteten (men det er ikke den eneste måde).
G-kode
Din skæremaskine genererer G-kode. Dette er et sæt instruktioner til din maskine til udskrivning af modellen. Dette er ofte specifikt for dig og indeholder dine indstillinger på det tidspunkt. Det sidste trin er at udskrive din model. Du skal uploade G-koden til din printer. Dette gøres ofte direkte via USB, selvom mange printere kører G-kode fra et SD-kort.
Jeg kan godt lide at holde mine SD-kort pæne og ryddelige. Jeg opretter mapper til forskellige projekter og præfikserer mine G-kodefiler med en estimeret udskrivningstid sammen med eventuelle specifikke udskrivningsnotater. Sørg for at slette enhver G-kode, der giver uønskede resultater. De fleste skiver giver en anslået udskrivningstid sammen med glødeforbrug og uslebne omkostninger.
vridning
Forhåbentlig har du på dette tidspunkt en fungerende 3D-printer og et godt kendskab til, hvordan den fungerer. Et af de mest udfordrende spørgsmål er snevning. Selv på perfekte maskiner sker det stadig. Den vigtigste årsag til fordrejning er vedhæftning af sengen. Nogle gange kommer et hjørne løsnet fra sengen, og “krøller”, ødelægger et ellers perfekt tryk. ABS kan være særligt besværligt med fordrejning.
Nogle almindelige rettelser:
- Reducer det første lagshøjde. Hvor langt væk er dysen fra sengen?
- Tænd for den opvarmede seng. Delen kan afkøles i bunden for hurtigt.
- Føj en rand til din model.
- Prøv at føje musøre til din model.
Undertiden sker skævning, selv når du gør alt godt. Nogle af de vanskeligste dele at udskrive er dele, der er store og flade. Disse kan fordreje selv med perfekt vedhæftning og indstillinger. Hvad der sker her er et resultat af sammentrækning. Den øverste del af udskriften afkøles med en anden hastighed end bunden. Dette er nok til at være et problem på visse udskrifter. En opvarmet seng hjælper meget med dette, eller du kan bruge en hårtørrer til at varme og derefter bøje din del lidt efter det faktum.
At finde hjælp
Det kan være meget frustrerende, når du ikke ved, hvorfor en udskrift mislykkes. Her er nogle nyttige ressourcer til at hjælpe dig:
- SIMPLIFY3D Billedlig fejlfindingsvejledning
- Reddit Fix My Print Community
- RepRap-fora
Hvorfor ikke overveje et DIY-projekt til din nye printer? Tjek vores DIY-genvejsknapper Lav dine egne brugerdefinerede genvejsknapper med en Arduino Lav dine egne tilpassede genvejsknapper med en Arduino Den ydmyge Arduino kan gøre en masse ting, men vidste du, at det kan efterligne et USB-tastatur? Du kan kombinere lange tastaturgenveje til en enkelt brugerdefineret genvejstast med dette enkle kredsløb. eller en elektronisk D20 Die Roll i stil med denne DIY Elektroniske D20 Die Roll i Style med denne DIY Electronic D20 Die Die ønsker du noget lidt unikt ved dit næste spilmøde? Se denne DIY elektroniske D20, der indeholder brugerdefineret grafik til kritiske hits og misser. - to projekter, der bruger 3D-trykte dele!
Du skulle nu vide (næsten) alt hvad du har brug for for at komme i gang 3D-udskrivning! Hvilken printer bruger du? Hvilke almindelige problemer støder du på? Fortæl os det i kommentarerne herunder!
Billedkreditter: FabrikaSimf / Shutterstock